���ڶ�Ʒ�NС�������y�U���a�^���|������
������Ʒ�N��С�����������ڵ����aģʽ����u�ɞ�F����I���a��ʽ��������ᘌ��y�U�ļ��gҪ���Լ���ˇ���̵ķ������Y�ϬF���ӹ��^�̵Ěvʷ���������y�U���P�I�|�����ԣ������P�I����ʩ�|�����ơ�����ؐ�~˹�A�y��Փ�ĄӑB�|�����Ʒ��������w�ӹ��^���M�бO���Լ������^�������������ӹ��^���еĆ��}������˸��M������ȡ�����A�ڵ�Ч�������Hʹ���y�U�ļӹ��^�̛]���ܵ�������ص�Ӱ푶�̎���ܿؠ�B�����������������ӹ��^�̵��|�������ṩ��Ҫ��ָ�����@�������ı��C��I�ĮaƷ�|�������͝M��ȣ����ͳɱ������C��؛�ڡ�
1������
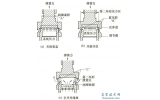
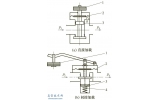
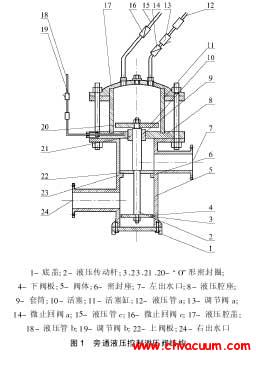
�����y�U���B���y���c�y�w���S��������һ���c�y��ͨ�^�ݼy�B�ӣ���һ�˴��^�y�w�ϵĿׁ������y�����y�w�е��\�ӣ��Ԍ��F�y�T�Ĺ��ܡ��y�U�����a����С�������a���ӹ��^�̹�����Ҽӹ������L���ӹ��M�øߡ�һ���a�����ϸ�Ʒ��������Ӱ푮aƷ���ܺͽ�؛�ڣ�Ҳ�������a�İ��Ůa��Ӱ푣�����Ҳ���кܴ�Ľ����pʧ���@�ӟo��Ĺ�����B�،�����һϵ�І��}����ˌ���С�������a���y�U�|�������@���Ȟ���Ҫ��
2��ؐ�~˹�A�y��Փ�ĄӑB�|������ģ��
������һ�������ļӹ������҂������ó���ֵ�ӑB����ģ�́��̄������^�̵��|�����ӡ�
�����^�y���̣�
������B���̣�
������ʼ��Ϣ��
����ʽ�У�
����yt—t�r�̼ӹ������|���������^�yֵ;μt—t�r�̹����|�������ľ�ֵ;vt—t�r���^�y�`��헣��������ֵ�������Vt�����B�ֲ�;ωt—t�r������ϵ�y�Ġ�B�`��헣��������ֵ�������Wt�����B�ֲ�;D0—t=0�r�̣��P�ڹ����|���ij�ʼ��Ϣ����;m0—��D0�l���������|��������ֵμ0��һ����Ӌֵ;C0—�P�ھ�ֵm0��Ӌ�ķ��
������һ�������Ĺ�ˇ�^�̶��ԣ��������J�鷽��Vt�cWt�鳣������Vt=Wt��Wt=W��ͨ���������ı�ֵr=W/V�Q������ȡ�
�����y�U���a�^�̵��|���������ڷ���V��W��δ֪����r�£�����䅢����Ӌ�飺

�����@�ӣ��H���Ӌ�ij�ʼ��m0��C0��S0(��n0=1��d0=S0)�Ϳɰ������f����ʽ���Y����һ��ӑՓ�Ļ���ģ�ͣ������^�̿��M�ЄӑB�|�����ơ�����ؐ�~˹��Փ�Ŀ��ƈD���ƾ������ϡ��¿��������ľ��քe�飺
�����u�У�mt�Ƿ�������[LCLt��UCLt]�ȡ�
3���y�U���a�P�I����Ĵ_��
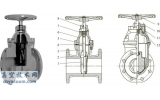
�������y�U���a�^���г��F��128���|�����ϸ�Ěvʷ���������y�U�|�����ϸ����ЈD����D1��ʾ�����y�U�|�����ϸ����ЈD�ó��YՓ���y�U�|�����}����Ҫԭ������Ҫ�S���⏽�ߴ粻�ϸ���ˣ��ڴ˴Ό��y�U���a���|�������У���ĥ������⏽�ߴ�(Φ80c11×1700mm)�x����P�I�|�����ԁ������|�������c��
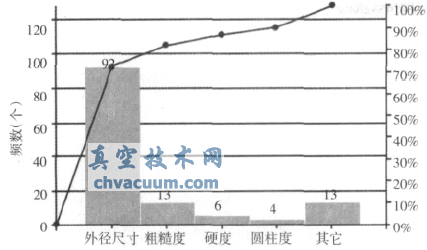
�D1 �y�U�|�����ϸ����ЈD
4������ؐ�~˹��Փ���y�U�|�����Կ��ƈD
����4.1���ӑB�|�����Ʒ������ó���D
�����ӑB�|�����Ʒ������ó���D����D2��ʾ��
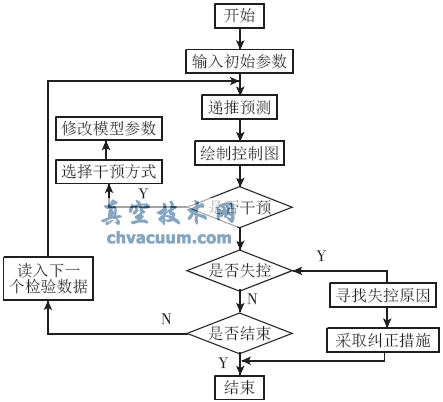
�D2 �ӑB�|�����Ʒ������ó���D
����4.2���y�U�|�����Կ��ƈD�Č��F
��������ؐ�~˹�ӑB�|�����Կ���ģ�ͣ����y�U�ӹ�֮ǰ�����ȑ��_��һ����ʼ���(m0��C0��S0)�����P�I�����S���⏽�ߴ���-0.15��O���c�����ijߴ��Φ80-0.34mm�������ֵ���鷴ӳ�����|��׃���ĽyӋ����
����ʽ�У�
����t=i—�ӹ��ĵ�i���y�U;xi��1-��i���y�U�ϣ�1-1����ijߴ�;xi��2-��i���y�U�ϣ�2-2����ijߴ�;xi��3-��i���y�U�ϣ�3-3����ijߴ硣
�����������F�������|�����Д࣬���Y�������Ľ��J���@һ��������ָ����s��1.0����ˣ��J��t=0�r��(δ�M�мӹ�)�����|�������Ę˜�ƫ��s�飺
��������yӋ��x܀i�Ę˜�ƫ��s��
����ͬ�r�J�鹤��o�O���`�������ֵ��Ŀ��ֵ��0.755mm;���ҹ����_ʼ�r�Ƿ����ġ��ÄӑB�|������ģ�͌�ĥ�������|���M�бO�ء���ȡ��ʼ��m0=0.755mm��C0=σx2=0.0003mm��n0=1��d0=S0=0.003��δ=0.8��L=1.852��ģ����μt������ˮƽ��(1-0.06248)�����Ņ^�g��(0.7505��0.7595)���y�UΦ80c11mm�S�ε��⏽�ߴ�y�����������Y�������1��ʾ��
��1 ���������Y��
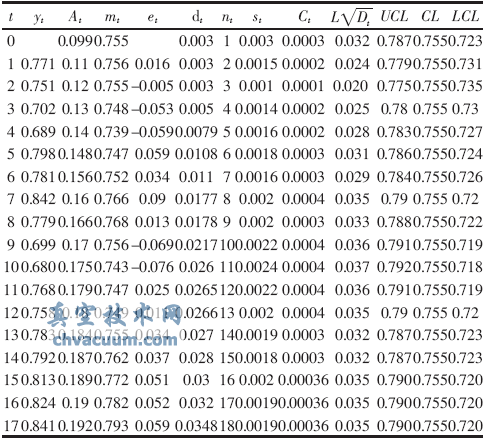
�����ɱ�1���������y�U���|�����ƈD����D3��ʾ��
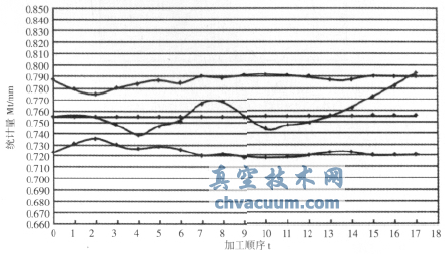
�D3 �y�U���|�����ƈD
�����������ƈD�Д��ʄt��Ҋ�y�Uĥ����A�ļӹ��^�̳��F�c�ӳ���̓A�����r�����ڲ��ܿ��^�̣���Ҫ���ӹ��^�̌�ʩ�{�ء���С�����^������ָ��Cp��Ӌ�㷽���ýYՓ��Cp=0.604<1.33���^������̫�ͣ���Ҫ��ߡ�
5��ʧ��ԭ�����
5.1��ʧ��ԭ�����
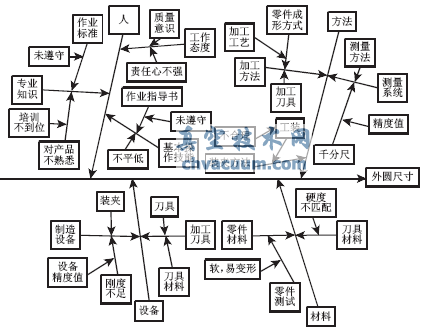
�D4 �⏽�|�����}�~�̈D
���������ҳ��ӹ��^�̮�����ԭ���������M������Ѹ�ٳ���QCС�M���M���ɆT�M���^�X�L�����J��һ����r�£������ˡ��C�������ϡ��������h�����y����������(5M1E)����Ӱ��⏽�ߴ���P�I���ء����^�^�X�L���г������п���Ӱ푼ӹ��ߴ��ԭ��õ���A�ߴ��|�����}���~�̈D����D4��ʾ�����^�Mһ�����^�X�L��������Ӱ�Φ80c11mm�ߴ���P�I������Ҫ�У�(1)�����ߵIJ���ˮƽ;(2)ĥ���r���M�o�ٶ�;(3)ÿ�ε�ĥ�����;(4)ɰ݆�������g���r�g;�y���õ�ǧ�ֳߡ�����У��ǧ�ֳ߰l�F�����ț]�І��}����ԓ�������Ă����挤����Ҫԭ���˱��C�����ʴ_�����@�ׂ������M��ɢ���D�����ͻؚw�Է������\��Minitab�M��ɢ���D��������D5��ʾ��Minitabɢ���D�����YՓ���⏽�ߴ��c�������������P�ԣ��c�������؏ĈD���Ͽ��o���P�ԡ�ԭ������YՓ������������ij�N�����ڼӹ��^���������R�����w���ߴ翿���nj��¿��ƈD��������Ҫԭ��
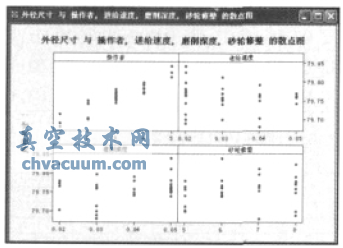
�D5 ɢ���D�����Y��
5.2������^�������ķ���
�������������������Y�ϬF�����H��r���_�����Ʒ������£�(1)������߽�ጼӹ��^�̷ֲ����ĵ�֪�R��ʹ���׃���w���ߴ�ƫ�ƵăA�������T;�ڼӹ��^����Ҫ�Թ������Ğ�����;(2)����У���y���õ�ǧ�ֳ�;(3)У��ĥ���Ą��ȡ�����;(4)Ҫ���܇���̎�����뾫܇���^�������üӹ���ı��o��
6�����ƌ�ʩ��Ч������
6.1��һ�θ��Ʒ�������ʩ��Ч������
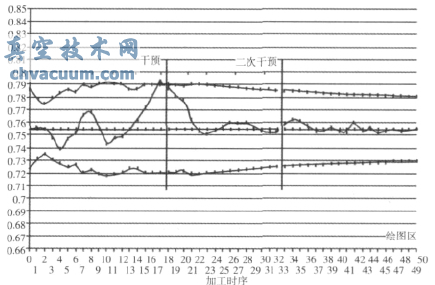
�����ڌ�ʩ�������M�������ƈD���»֏͵����ރȣ��ӹ��^��Ҳ�����������y�������������Y����ʩ���A�����M����|�����ƈD����D6��ʾ��
�D6 ��ʩ���M����|�����ƈD
�����^������ָ��
��������bn�ɲ�ȡ
��������ǰ�ӱ��Ę˜�ƫ��S′=0.024085���t
����CP������ˮƽ(1-0.01)�����Ņ^�g��(0.709��1.967)
�������ƺ��^�����������YՓ��CP=1.22<1.33���ӹ��^��̎�����L�U��߀���ȡ��ʩ����^�����������^�����l�Fͬһ�y�U��3����ͬ����ߴ���������^��IJ���@�ӵIJӰ��˜y�������ķֲ����@�����^��������Ȼ���ߵ�ԭ�����J���y�U�^�L(Φ80×2050mm)�����Ϟ�20䓣����턂�Ȳ���ͬF�е��b�A�����nj��¸�����ߴ��^���ԭ��
6.2�����θ��M��������ʩ��Ч������
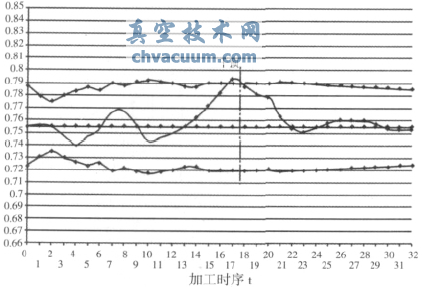
�����������Ϸ�����������θ��M�������£�(1)���Ӹ����ܔ�����4��;(2)�m���pСÿ���M�o�����ԜpСĥ���^���е�׃��;(3)ע��ĥ��λ��һ��Ҫ������Һ����ĥ����;(4)ע��ӹ��^����Ҫ��ƽɰ݆;(5)����У��ǧ�ֳߡ����θ��ƺ���ƈD����D7��ʾ�����ƺ��^�����������YՓ��CP=1.689>1.67���ӹ��^��̎�������B�����^�ɴθ��ƣ�ʹ���^�������_���������B��
�D7 ���θ��ƺ��y�U�|�����ƈD
7���YՓ
������Ʒ�NС�������a��ʽ�����^�e�ڴ��������a���@�����c�����������@Щ���cʹ��С�������a��ʽ���|�����Ʋ�����ȫʹ�Â��y��SPC������Ȼ�����y�U���a���nj��ڵ��͵Ķ�Ʒ�NС�������a��ʽ����ˣ�ֻ�܌���һ�N�m��С�����ҷ������a���H���|�����Ʒ������ӑB�|�����Ʒ������Pע�Č����ǹ�������ӑBģ�ͺ�ؐ�~˹��Փ���M�Д���׃�Q��������M�Ŀ��ƈD���O�ؼӹ��^�̣����Ը�׃��I���a�����º�z�ĬF��齨���ƌW�������A�������|�������ƶ��ṩ��Ҫ������